



The chemical composition of water used in industrial production facilities, power plants, and commercial operations is the most critical factor determining process safety and final product quality. High levels of dissolved solids (TDS), heavy metals, sodium, chloride, and organic compounds found in natural water sources and tap water cannot be removed from water using standard filtration methods. Reverse osmosis systems are considered the most effective engineering solution for treating this complex contamination load at a microscopic level, bringing the water to the desired conductivity values.
This technology, based on reversing the principle of osmosis found in nature using artificial pressure, passes water through semi-permeable membranes with an average pore size of 0.0001 microns, enabling the separation of 95% to 99% of inorganic minerals and ions in the water. A properly designed reverse osmosis plant for your business protects your machinery from corrosion and limescale, ensures standardization in your product formulations, and optimizes your operating costs in the long term.
How Do Reverse Osmosis Systems Work?
An industrial reverse osmosis device is not just a membrane; it is a comprehensive purification system designed according to the characteristics of the feed water. The system’s operating principle and purification stages consist of the following engineering steps:
Pre-Treatment Stage
Reverse osmosis membranes are highly sensitive structures and require the feed water to meet specific quality standards. To prevent coarse sediments from clogging the membrane, multimedia sand filters are used first. Furthermore, it is essential that free chlorine and organic substances, which are the biggest enemies of membranes, are completely removed from the water. At this point, activated carbon filter units with high adsorption capacity come into play, preventing the structural breakdown of the membranes and ensuring the system’s longevity.
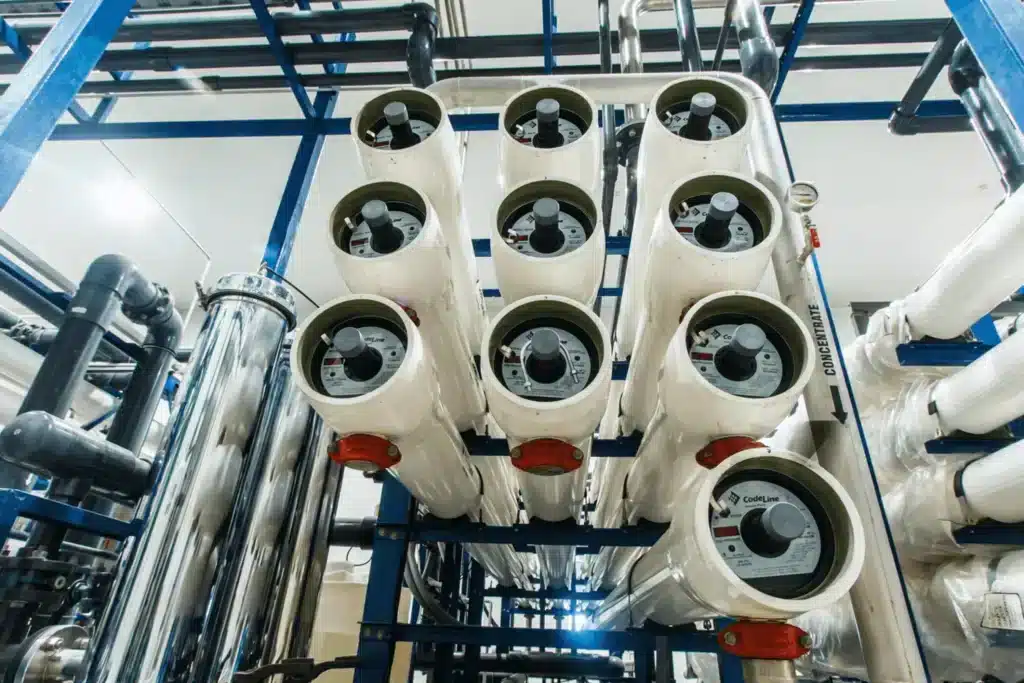
High Pressure and Semi-Permeable Membranes
Water that has undergone pre-treatment is pressurized by high-pressure pumps to a force that overcomes natural osmotic pressure and is then forced through membrane casings. Water molecules pass through the membrane’s microscopic pores to form pure product water, while minerals, heavy metals, and salts cannot pass through the membrane and are directed to the concentrate stream (wastewater).
Industrial Applications
Reverse osmosis water treatment technology is the backbone of virtually every industrial process requiring high-capacity, uninterrupted production of pure water:
- Boilers and Power Plants: By removing minerals from boiler feedwater, it prevents scaling on heat transfer surfaces and saves fuel.
- Pharmaceutical and Cosmetics Industry: For obtaining process water that does not disrupt chemical reactions, is fully compliant with standards, and is microbiologically safe.
- Food and Beverage Industry: Reducing dissolved ions that can affect the taste, color, and shelf life of products to standard levels.
- Seawater Desalination: It is the primary treatment technology for converting seawater and well water with high salinity levels into potable and utility water.
Flawless Project Planning with Our Professional Team
The “plug-and-play” concept does not apply to reverse osmosis systems on an industrial scale. Water temperature, pH value, conductivity, and ion composition (silicate, sulfate, calcium ratios) directly affect membrane operating pressure, recovery rate, and antiscalant dosage.
With our deep engineering expertise in the water treatment sector, our professional team designs your project not using standard templates, but with data specific to your facility. The process begins with a detailed analysis of your water sample and continues with the selection of the correct membrane type (BWRO, SWRO, LPRO), pump designs that maximize energy efficiency, and the installation of fully automated PLC/SCADA automation panels. Our team is with you every step of the way, from the smooth commissioning of the system to periodic maintenance and membrane chemical cleaning (CIP) processes, ensuring uninterrupted and safe water production.
You can contact our team of experts immediately for professional engineering solutions that will ensure the quality of your business’s process water.